
Guide d’application pour le soudage à l’arc en atmosphère protégée de l’aluminium
Les nombreux atouts et la polyvalence de l’aluminium en font un produit très apprécié et l’utilisation de l’aluminium et des alliages d’aluminium ne cesse d’augmenter. Sa légèreté permet de faire des économies d’énergie et son aptitude au formage permet des créations esthétiques et élégantes. En plus, l’aluminium est résistant à la corrosion, durable et recyclable à l’infini.
Dans les entreprises de construction, cela résulte en une conversion de l’acier pour l’aluminium et les nouveaux constructeurs choisissent souvent de travailler directement avec l’aluminium. De nombreuses caractéristiques sont complètement différentes de celles de l’acier et pour un usinage sûr, la connaissance de celles-ci est primordiale.
Effets des différences entre les propriétés physiques de l’acier et de l’aluminium sur la soudure par fusion
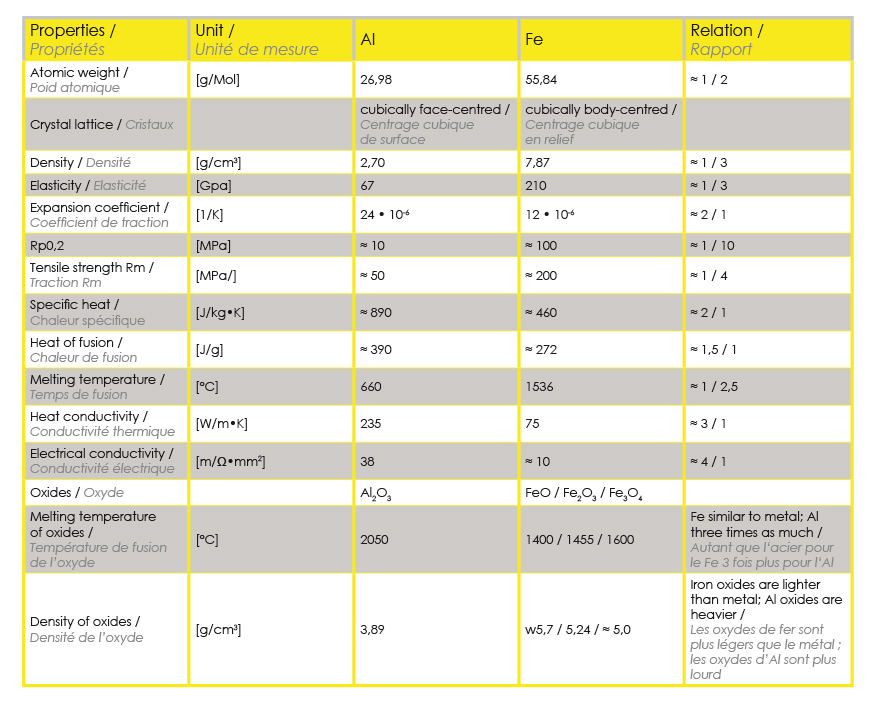
La différence de densité, d'élasticité et de force est peu pertinente pour la soudure mais l’est très certainement pour l’étude de structures. La forte conductivité électrique de l’aluminium peut causer des problèmes d’allumage, la forte conductivité de chaleur à un manque de fusion au début de la soudure et à une chaleur de soudage avançant. Ces aspects sont évoqués dans cet article. La forte conductivité thermique peut également causer une surchauffe des joints et des déviations dimensionnelles qui demandent une conception plus stable et probablement un refroidissement complémentaire pour ces machines.
Généralement, une conductivité thermique élevée et un fort coefficient d’expansion créent plus de déviation que l’acier et ce facteur doit être pris en compte dans le design et la construction de joints de soudures.
- La couche d’oxydes et la solubilité d’hydrogène doivent faire l’objet d’une attention très particulière.
Couche d’oxyde
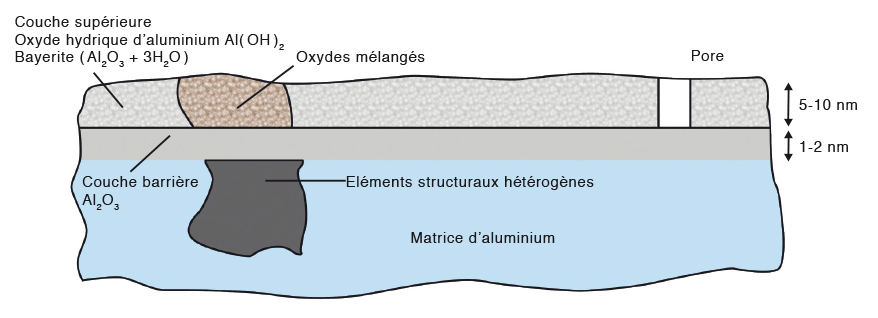
Quand l’aluminium est exposé à l’atmosphère, une couche d’oxyde qui consiste fondamentalement en Al2O3 en deux couches partielles l’une sur l’autre se forme immédiatement, à savoir :
- Une couche de base ou de barrière, quasiment dénuée de porosité, d’oxyde d’aluminium amorphe
- Une couche de couverture poreuse et hydratée avec un bas contenu de cristallin d’hydroxydes d’aluminium et de bayerite.
L’épaisseur de la couche d’oxydes augmente avec le temps, la température et la disponibilité d’oxygène. Même une couche d’oxyde très mince qui présente une température de fusion de 2300° C et protège la surface d’aluminium d’une corrosion continue peut être poreuse et absorber de l’humidité.
L’état de la surface lors du soudage MIG et TIG influence :
- La stabilité de l’arc
(la présence d’oxyde d’aluminium est nécessaire pour un arc stable) - La géométrie du point focal de l’arc
- La baisse de tension dans l’arc et de ce fait de la longueur de l’arc
- La géométrie de la soudure
- La qualité de la soudure
- La capacité de reproduction du processus surtout pour la soudure automatique
En raison de l’épaisseur extrêmement fine, en nanomètres, de la couche d’oxyde, il est difficile de la mesurer dans la pratique. Souvent, il ne reste que la possibilité d’éliminer entièrement la couche d’oxyde par des méthodes chimiques (décapage) et d’obtenir une épaisseur définie par un stockage à des conditions temporelles et d’environnement contrôlées.
Il faut d’ailleurs remarquer que la densité de l’oxyde d’aluminium par rapport au métal est plus élevée. En ce qui concerne l’acier, les oxydes ont un poids inférieur à celui du métal et pour cette raison ils flottent à la surface lors de la fonte. Les oxydes d’aluminium, par contre, descendent dans le bain et peuvent causer des inclusions d’oxydes.
Solubilité d’hydrogène
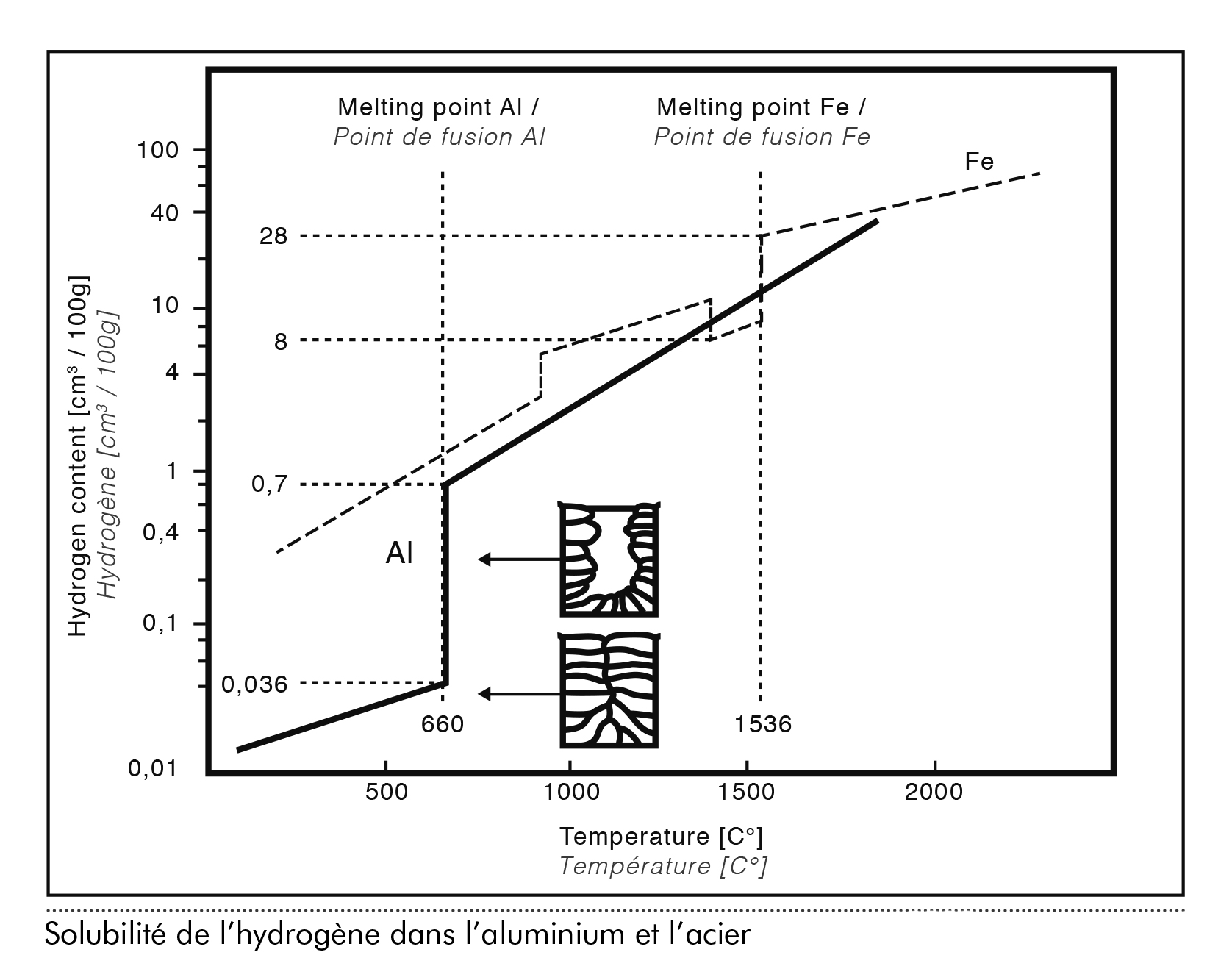
Parmi tous les gaz, seul l’hydrogène peut se dissoudre dans l’aluminium. La quantité est toutefois basse comparée à la solubilité des gaz dans les alliages d’acier.
- La solubilité d’hydrogène dans l’aluminium dépend du contenu des alliages et de la température. La quantité dissoute dépend ensuite de la disponibilité d’hydrogène qui est généralement donnée en pression partielle et indiquée en millimètres du gaz dissout par 100 grammes de métal. (1013 mbar et 0° C ; 1 ppm = 1,1124 ml/100 g).
Étant donné que la solubilité de l’aluminium descend brusquement à une température d’environ 600° C lors du refroidissement, cela crée souvent de la porosité due à des bulles de gaz gelées. Avec l’aluminium pur, la tendance à la porosité est très importante alors qu’elle est faible avec les alliages. Ceci est dû à un moindre degré de solubilité de l’hydrogène.
De ce fait, la présence de porosité lors du soudage MIG d’aluminium est quasiment inévitable.
Les pores ont une implication négative sur la force statique et dynamique des joints soudés et peuvent déranger de toute façon. L’usinage de la surface ouvre les pores qui n’ont pas un bel aspect et peuvent réduire l’adhésion des peintures. Les inspecteurs des travaux ont des difficultés à déterminer le niveau de porosité acceptable et les producteurs autant que les clients considèrent simplement que c’est du mauvais travail. La solution de base est de tenir le niveau d’hydrogène aussi bas que possible. Un taux d’hydrogène d’environ 0,2 à 0,3 ml/100 g est généralement considéré comme le niveau maximum autorisé pour une faible porosité. Ce niveau est dépassé assez fréquemment en pratique.
Des sources d’hydrogène sont le matériel de base, le matériel d’apport, le gaz inerte et l’atmosphère.
La règle la plus importante est de respecter des conditions de stockage et de production propres, la préparation des surfaces et la prévention de toutes les autres sources d’hydrogène.
- Traitement de surface avant soudage
En raison des circonstances mentionnées ci-dessus, le traitement des métaux de base et les métaux d’apport joue un rôle plus important que pour, par exemple, l’acier. Une question sur le nettoyage avant le soudage ne peut avoir qu’une réponse : si l’objectif est des soudures constantes avec une basse porosité et une résistance élevée, alors, un nettoyage méticuleux selon des procédures testées, fermes et reproductibles est nécessaire. Nous avons rassemblé quelques règles de base pour le stockage, le nettoyage, la préparation des joints et le soudage.
- Matériaux de base
Le feuilles et les profilés doivent être stockés verticalement et à une distance suffisante afin de maintenir une circulation d’air et de prévenir le contact l’un avec l’autre. L’emplacement du stock doit être couvert et de préférence chauffé avec une température constante. Une hygrométrie contrôlée serait une option positive.

- Matériaux d’apport
Un local de stockage chauffé avec une température constante et si possible, une hygrométrie contrôlée sont aussi d’une grande importance. Avant soudage, les matériaux doivent être stockés pendant au moins 24 h dans le même environnement que les matériaux de base sans ouvrir l’emballage afin d’arriver à la même température. Une protection contre la poussière et autres pollutions doit être assurée à tout moment.